

























|
Материалы »
Новости недвижимости
Статьи
Обзоры новостроек
Обзоры комм. недвижимости
Тэги
Справочный центр »
Адреса и телефоны
Законодательство
Словарь терминов
Портал sib2.ru »
|
Ремонт /
Некоторые виды дефектов сварных швов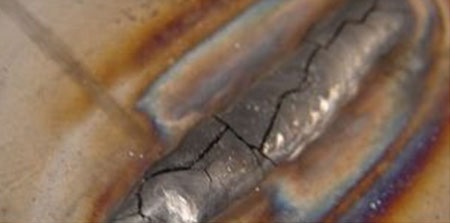 08-12-2015 |
При сварке плавлением могут возникать несколько различных дефектов, заметно снижающих качество шва. Причиной их появления становится нарушение требований существующих в отрасли нормативных документов. Ошибки могут быть допущены как на этапе подготовки, так и непосредственно во время сварки. Негативную роль может сыграть и неточность при подборе сварочного электрода. Существует несколько классификаций подобных дефектов по какому-либо признаку. Это может быть форма или размер, причина образования, место в сварном шве, степень опасности… Точная классификация дана в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения». По сути дела, даже используя качественные электроды для нержавейки или чугуна можно допустить такой дефект, как трещина или полость, непровар или смещение, натек или свищ, прожог или кратер. Трещина сварного шва представляет собой несплошность, которая появилась из-за местного разрыва шва или околошовной зоны. Этот дефект возникает под действием нагрузки или охлаждения. Трещина может быть продольной, поперечной или радиальной. Дефект появляется не только в металле шва, но и в основном металле, и в зоне термического влияния. Задержанные во время работы сварочного электрода в расплавленном металле газы могут стать причиной появления газовых полостей произвольной формы. Такой дефект не имеет углов и отличается сферической формой. Среди полостей выделяются такие виды дефектов, как поры, свищи и кратеры. После создания шва с помощью электрода для нержавейки или чугуна в его теле может быть обнаружено твердое включение, состоящее из металла или другого вещества. Включение может быть шлаковым или флюсовым, оксидным или металлическим. Если между металлом шва и основным металлом после работы сварочным электродом отсутствует соединение, говорят о наличии такого дефекта, как несплавление. Несплавление может проявиться и между отдельными валиками сварного шва. Что касается подрезов, то эти продольные углубления можно обнаружить на наружной поверхности валика шва. Если наплавленный металл шва натек на поверхность основного металла, говорят о наплаве. Натеки образуются при сварке в горизонтальном положении угловых или стыковых швов. Если при работе сварочным электродом металл вытек из сварочной ванны, в шве может образоваться сквозное отверстие, которое называют «прожогом». Существуют и такие дефекты, которые напрямую не зависят от работы электродов для нержавейки или чугуна. Например, случайное зажигание дуги может вызывать местное повреждение металла, а удаление временно приваренного приспособления — поверхностные задиры. |
Рекламный отдел:
Вы можете использовать